
服務(wù)熱線
13702918602





卷料整平機(jī)適合送料的材料規(guī)格,可根據(jù)以下幾點(diǎn)參數(shù)去選擇:
1、整平機(jī)送料長(zhǎng)度是300mm,所以客戶沖壓產(chǎn)品送料步距一定要在300mm以內(nèi)。
2、整平機(jī)的送料厚度是3.5mm,所以如果客戶需要送料的材料厚度超過(guò)3.5mm厚或厚度在2.5mm以上同時(shí)材料寬度超過(guò)300mm以上,建議不要選擇高度滾輪送料機(jī)。
3、客戶需要送料的材料寬度好是在500mm以內(nèi)。






精密整平機(jī)是一種沖床周邊自動(dòng)化設(shè)備,主要用于矯正薄不銹鋼,鐵片,及鋁片等厚度較薄的材料,使材料達(dá)到的整平效果。
精密整平機(jī)的速度是可以調(diào)節(jié)的:
1、試機(jī)時(shí)滑塊往復(fù)移動(dòng),如果只碰到尼龍墊片沒(méi)有碰到長(zhǎng)度微調(diào)螺絲,這是浮動(dòng)桿下降不夠深,需將沖床上的引導(dǎo)螺絲慢慢往下調(diào)。
2、調(diào)試時(shí)不需進(jìn)料,但必須先將引導(dǎo)板上的引導(dǎo)螺絲往上調(diào),然后用寸動(dòng)方式將沖床撞槌慢慢調(diào)至下死點(diǎn),同時(shí)必須特別注意引導(dǎo)板不可將浮動(dòng)桿壓下太低,否則會(huì)造成浮動(dòng)桿彎曲或折斷。
3、啟動(dòng)沖床連續(xù)沖壓時(shí),必須以順時(shí)針?lè)较蛐D(zhuǎn)送料機(jī)的速度調(diào)整螺絲,滑塊運(yùn)動(dòng)稍慢,這樣才可以看清滑塊往復(fù)移動(dòng)時(shí)是否碰到尼龍墊片與長(zhǎng)度微調(diào)螺絲。
4、如果滑塊在長(zhǎng)度微調(diào)螺絲與尼龍墊片之間移動(dòng)并且兩邊距離相等,此時(shí)需以逆時(shí)針?lè)较蛐D(zhuǎn)速度調(diào)整螺絲,使滑塊速度正常,并使滑塊往復(fù)移動(dòng)時(shí)均能碰到尼龍墊片與間隔環(huán)。
5、如果滑塊往復(fù)移動(dòng)時(shí),精密整平機(jī)只碰到長(zhǎng)度微調(diào)螺絲沒(méi)有碰到尼龍墊片,這是浮動(dòng)桿下降太深,需將沖床上的引導(dǎo)螺絲慢慢往上調(diào)。
6、如果沖床速度不變,送料距離需要由短變長(zhǎng),則先將引導(dǎo)螺絲往下調(diào),增加浮動(dòng)桿下降距離,然后逆時(shí)針?lè)较蛐D(zhuǎn)速度調(diào)整螺絲,如此送料便可配合沖床速度。
7、如果沖床速度不變,送料距離需要由長(zhǎng)變短,則先將引導(dǎo)螺絲往上調(diào),減少浮動(dòng)桿下降距離,然后順時(shí)針?lè)较蛐D(zhuǎn)速度調(diào)整螺絲,如此送料便可配合沖床速度。

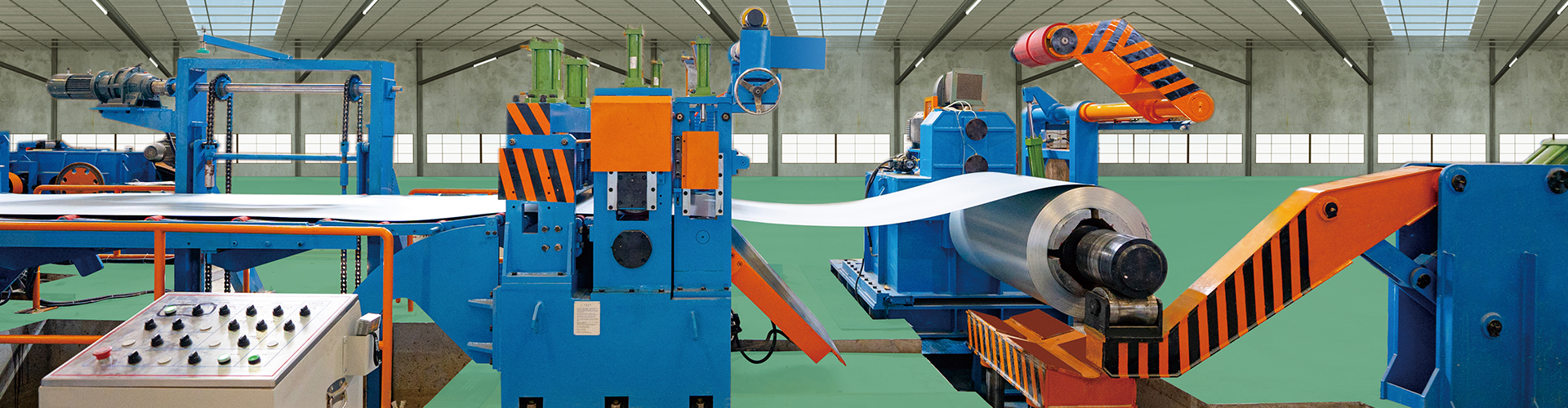
卷料整平機(jī)主要用于金屬卷材的整平,與板材整平機(jī)不同,是五金沖壓行業(yè)內(nèi)常用的自動(dòng)化設(shè)備。有些廠家反映在卷料整平機(jī)使用過(guò)程中材料跑偏,導(dǎo)致材料整不平甚至損壞材料等問(wèn)題,如下是處理卷料整平機(jī)使用過(guò)程中材料跑偏的問(wèn)題
1, 原因:材料材質(zhì)比較軟,容易變形
解決方法:適當(dāng)將上滾筒往上調(diào)整,壓力盡量調(diào)小。
2, 原因:上滾筒壓力不均勻
解決方法:重新調(diào)整手輪使得壓力一致,或者重新校準(zhǔn)百分表后再調(diào)整。
注意:在百分表校準(zhǔn)后,入料端兩個(gè)百分表數(shù)值應(yīng)該保持一致,出料端兩個(gè)百分表數(shù)值應(yīng)該保持一致。
3, 原因:材料厚薄不一或者毛邊嚴(yán)重
解決方法:調(diào)整上滾筒壓力,將擋料輪更改為擋料板,如果以上無(wú)法解決請(qǐng)更換材料。
4, 原因:機(jī)臺(tái)加工問(wèn)題
解決方法:聯(lián)系生產(chǎn)廠家維修或更換機(jī)器。
注意:東莞市佑億自動(dòng)化有限公司每臺(tái)精密矯正機(jī)出廠前均經(jīng)過(guò)嚴(yán)格測(cè)試,故在診斷為“機(jī)臺(tái)加工問(wèn)題”前請(qǐng)按照以上幾點(diǎn)仔細(xì)檢查。
5, 原因:進(jìn)料時(shí)材料偏移
解決方法:重新放置材料,調(diào)整好進(jìn)出料擋輪,確保進(jìn)料時(shí)材料中心對(duì)正滾筒中心。

掃一掃手機(jī)網(wǎng)站


 在線客服
在線客服 13702918602
13702918602 540688421@qq.com
540688421@qq.com